
除化学成分外,粒度和粒形及其分布是金属 3D 打印产品质量控制的关键,它将影响粉末的流动性、密度等其它性能。本文介绍了一种可准确地反映样品真实粒度、粒形及其分布的分析技术。
3D 打印技术是一种新型的快速成形(rapid prototyping)打印技术,其突出优点是无需机械加工或 任何模具,运用粉末状金属或塑料等可粘合材料,通过逐层堆叠累积的方式来构造物体(即“增材制造技 术”),直接从计算机图形数据中生成任何形状的零件,从而极大地缩短产品的研制周期,提高生产率和降 低生产所带来的成本,因此成为先进制造技术。
金属 3D 打印技术近年来发展迅速。然而,对于工业级金属 3D 打印领域,粉末耗材仍是制约该技术规 模化应用的主要的因素之一。金属粉体材料是金属 3D 打印的原材料,与传统的减材制造方式相比,3D 打印几 乎不会造成金属材料浪费,而且这种“增材制造”直接成形的特点使得产品在生产的全部过程中的设备问题大大 减少。2021 年 6 月 1 日,8 项有关 3D 打印的国家标准正式实施,这中间还包括金属粉末性能的表征方法(GB/T 39251-2020)。金属 3D 打印对于粉体的要求主要在化学成分、颗粒形状、粒度及粒度分布、流动性、循环 使用性等几个维度。除了化学成分以外,粒度和粒形及其分布是产品质量控制的关键,它将影响粉末的流 动性、密度等其它性能。
粉体粒度小,颗粒之间的间隙就小,松装密度高,成形后零件致密度高。因此,有利于提升产品 的强度和表面质量;
但粉体粒度过小时,粉体易发生粘附团聚,导致粉体流动性下降,影响粉料运输及铺粉均匀。 所以,细粉、粗粉应该以一定配比混合,选择恰当的粒度与粒度分布以达到预期的成形效果。
球形度高的粉体颗粒流动性好,送粉、铺粉均匀,有利于提升产品的致密度及均匀度;
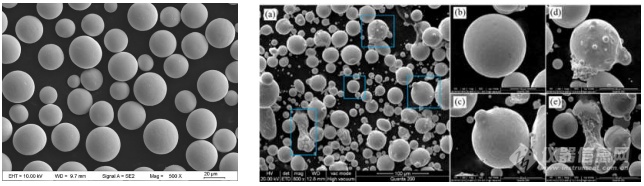
理想的 3D 打印金属粉应该是接近于球形,但由于表面能的缘故,大颗粒与小颗粒往往吸附在一起 形成卫星粉(图 1),从而对粉体的许多性质都产生重要影响。合金的粉末制备主要是雾化法,减 少“雾化球型金属粉末”的卫星化【2】, 提高颗粒的球形度,降低表面粗糙度是一个重要研究课题。
二、当前对 3D 打印金属粉的粒度和粒形参数的主要测定方法及存在的问题:
3D 打印金属粉末平均粒度小于 50μm,但一般工艺过程是将细粉与粗粉配比使用,通过细粉填充到粗粉 的空隙中,提高熔融/烧结密度,改善打印质量,这就要求粒度测定仪器能够对宽分布的颗粒能够区分不同 的粒群。最新实施的 GB/T 39251-2020,采用目前最流行的激光衍射法粒度分析仪对粒度分布进行检测
【3】, 通过等效体积直径的 D50,D10和 D90进行质量控制。然而,对于约为一个数量级的粒度分布宽度,由于基于瑞 利散射的激光衍射法的光散射强度会相差一百万倍,小颗粒的散射光极容易被大颗粒掩盖,且对离散的大 颗粒也不敏感【4】。即使对于具有窄分布的标准颗粒,将两种不同粒径的颗粒混合后,按照常规样品的测定 方法也只能得到单分布曲线和两种颗粒的平均粒度值。除非采取了特殊的多峰模型,否则就没办法区分粒群(图 2)。
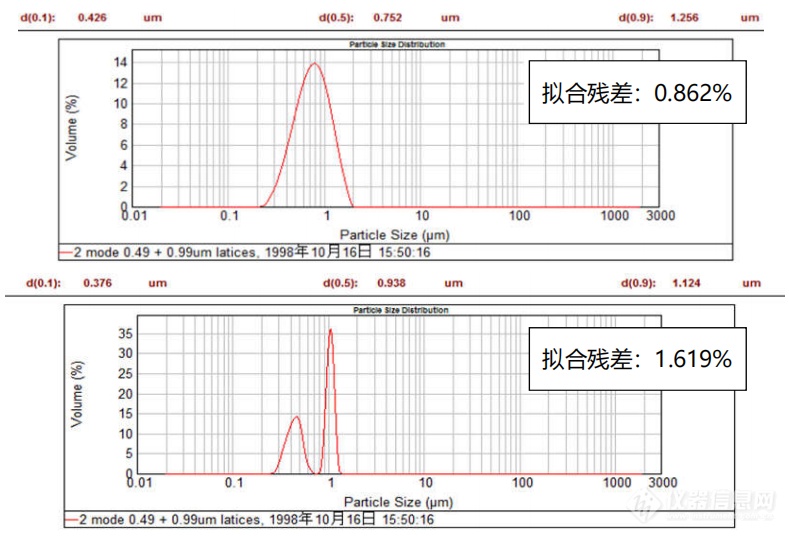
图 2 用激光衍射法粒度分析仪测定 0.5μm 和 1μm NIST 标准颗粒混合物的粒度分布图
下图:按厂家指定的只用于标准颗粒的多峰模型进行计算,可以分辨两种颗粒, 但残差增大了一倍,与实验得到光散射曲线吻合程度比通用模型差。
【7】。最新一代图像法粒度分析仪能够识别 0.2 μm 以下的小颗粒,在几分钟内完成数万颗粒的图像采集、统计处理,从而快速提供准确的粒径和粒形信息。 它是在获得每一个被成像颗粒的粒度或形状参数后,累加得到的粒度或粒形分布,因此其结果更加可靠, 更接近真实,分辨率也更高(图 3)【4】。
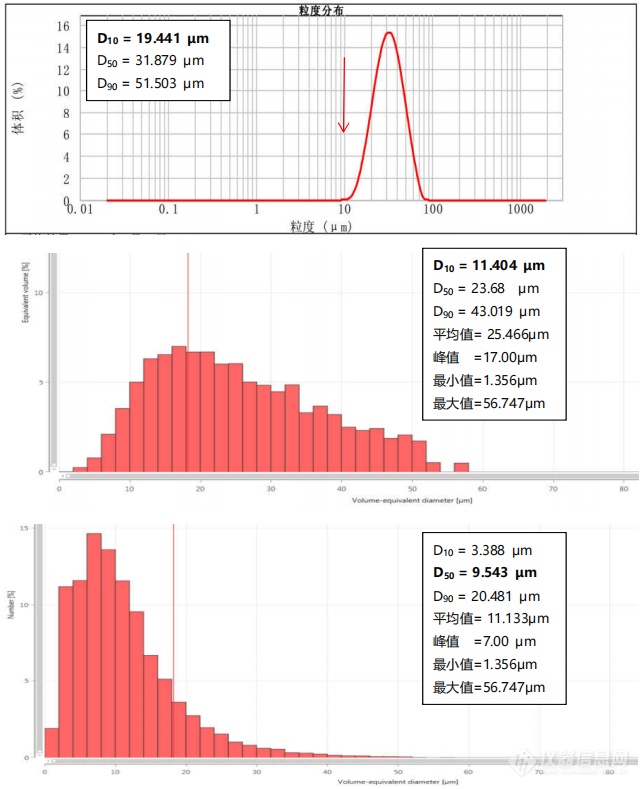
图 3 同一 3D 打印金属粉的激光衍射法(上)和图像法(中、下)粒度分析结果的比较
结果显示,大于 50%数量的颗粒小于 10μm(下图),但在上图中没有一点体现。
【3】,这是一个极大的进步。 但是该标准的题目采用的是“动态颗粒图像分析法”,内容却是基于显微镜的静态图像法,产生了谬误。 显然,该标准的制定人员中缺少颗粒表征专业技术人员,并且标准的制定者也没有认真阅读他们所引述的“动 态图像法”国家标准。动态图像法由于颗粒的运动,对 10μm 以下的颗粒分辨率极低,造成大量颗粒漏检, 因此不适用于 3D 打印金属粉的粒度和形状分析,确实应该采用静态图像法进行分析。
【5】。早已证明【6,9,11】,这个与周长有关的介观粒形参数是一个极其不灵敏的参数,其“优 点”是对 3D 金属打印粉的制造者来说能够得到很高的产品合格率,其缺点在对于金属粉的使用者来说, 很难发现影响 3D 打印工件质量的真正原因。

图 4 欧奇奥(Occhio)500nano XY 静态图像法粒度分析仪(左)及其内部结构(右)
基于图像的粒度测量技术是从计算机视觉领域中发展起来的新型非接触测量技术,它是把图像当作检 测和传递信息的手段而加以利用的测量方法。通过提取图像的特征,最终从图像中获取被测对象的实际信 息。图像法测量技术在精度、速度和智能化等方面具有很强的适应性,并且具有精度高、稳定性高、可计 数、可重复测量、唯一可准确体现 100%粒度(Dmax,D100)等特点。实验证明,由图像法得到的等效体积分布 (图 3)或等效面积分布(图 6)都比激光衍射法具有更加准确的粒度分布及分辨率,而且欧奇奥(Occhio) 微观粒形参数钝度(bluntness)和赘生物指数(outgrow)对于 3D 金属粉体的球形度和卫星化程度的定量 评价具有独特优势
【2,6,11-13】。但是,与周长相关粒度参数(等效周长直径)和粒形参数(圆形度)却存在着 无法忽视的问题。
最新一代 Occhio 500nano XY 图像法粒度分析仪(图 4)的计算机视觉系统具有通过二维图像认知三维 环境信息的能力,可以更准确地表达颗粒大小。图像是由像素组成的,但像素的轮廓并不等同于颗粒的轮 廓。传统的图像法仪器提取颗粒的轮廓采取的 4C 或 8C 法,这种方法在低像素密度时计算得到的圆周长偏 低,在高像素密度时则偏高(图 5 左),因此,由周长得到的等效周长直径就会产生极大的偏差,并且对 圆形度(circularity)的评估也存在很大偏差(图 5 右);而 500nano XY 采用 Crofton 算法则能在颗粒 像素数大于 200 时,准确评估颗粒周长、粒度和形状(图 5)
Occhio 500nano XY 不是以传统显微镜为基础的静态图像分析仪器,采用的是蓝色脉冲光源,因此具有 更加低和灵敏的检测下限,能够达到 200nm 以下。对同一进口的优质 3D 打印金属粉做多元化的分析比较,500nano XY 得到了双峰粒度分布图,峰值分别为 13μm 和 50μm,并能看到团聚的离散颗粒分布。因采用三维 双曲几何的克罗夫顿模型能更准确地确定每个颗粒的边界、曲率和周长,反映出了颗粒大小分布的细节(图 6)。而其它著名进口品牌的图像法粒度仪分析该样品,只能得到一个峰值 38μm 的粒度分布图,即使转化 成数量分布也看不到 10μm 左右的小颗粒群(图 6 右)。因此,用 500nano XY 评价 3D 打印粉更加灵敏、 更加准确、更符合预期。实验表明,3D 打印金属粉的粒度分布可能是一个离散的分布(图 6 上),如果 为了获得感官愉悦的连续粒度分布而进行数据过滤,往往使粒度数据失线 点平 均法对曲线进行了平滑处理)。
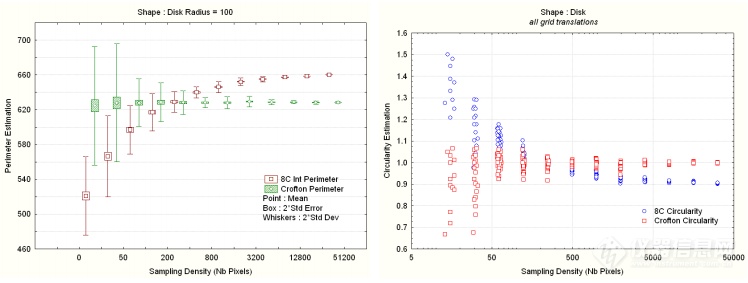
图 5 对半径 100 的圆盘进行一系列平移和旋转,在不同像素密度(从像素数 20 到 20000)时的图像用两种 办法来进行粒度(左图)和粒形(右图)的评价【9】
左图:圆盘周长计算(线C 内轮廓法在低像素密度时计算得到的圆周长偏低,在高像素密度 时则偏高;Crofton 方法平均值始终在 628 左右,并且随像素密度升高,标准偏差减小。
右图:不同像素密度与圆形度的关系(Circularity 线)。使用 Crofton 方法时随像素密度升高,圆形度趋近 于 1,而 8C 内轮廓法得到结果则是介于 1.5 到 0.9 之间。
2、圆形度(circularity)参数的灵敏性及其用于判断球形度的问题:
【6】。它在 GB/T 39251-2020 成为判断球形度的唯 一粒形参数。然而,这个参数极其不灵敏,即使颗粒呈正方形,其圆形度还有 0.886(88.6%),甚至三角 形也有 77.7%的高值(图 7a)。图 7b 显示,圆形度值基本无法区分 2:1 的椭圆和圆之间的形状区别。Pirad比较了被普遍当作球形度使用的介观参数圆形度和微观参数钝度,用它们分别表征 Krumbein 从等级 1(10%) 到 9(90%)的标准形状颗粒(图 7d)。能够准确的看出(图 7c),圆形度无法区分从 0.6 到 0.9 的颗粒形状,甚至 与 0.4 和 0.5 也差别不大;而钝度与标准形状分级基本呈线性关系,比圆形度要灵敏得多【11】。圆形度是椭圆度和粗糙度的函数【14】,但在周长轮廓数字化过程中因分辨率低,误差大【9】,粗糙度被忽略,造成了圆形 度参数的不灵敏。因此,对于涉及周长的粒度和粒形参数的使用要特别小心。因为灵敏度差,若以圆形度 (Circularity)作为球形度质量指标,则总能显示出很高的合格率,根本没办法代表工业上真正关心的颗粒球 形度【6,11】。
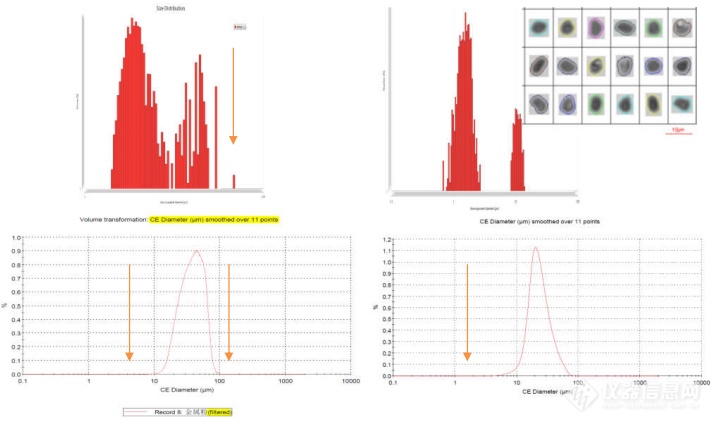
图 6 对某进口优质 3D 合金打印粉进行粒度分布测定(等效面积分布)。左:基于体积;右:基于数量
上图:500nano XY 的测定结果,得到双峰粒度分布图,峰值分别为 13μm 和 50μm,并可看到离散颗粒分布。 下图:某一进口著名品牌的测定结果,只能得到一个峰值 38μm 的粒度分布图。数据来进行了 11 点平均过滤。

图 7 圆形度(circularity)的灵敏性及其和其它粒形参数的关系
a. 圆形度的定义及规则几何形状的评价值。 b. 不同长宽比的一系列椭圆及其圆形度评价值【11】。
用圆形度和钝度曲线(c)分别表征克鲁宾(Kunbbein)从 10%到 90%的颗粒形状图表(d)【11】
【12】,具有极为出色的分辨力,并且灵敏度较高,可 靠性强。这是与 circularity 参数(圆形度)的最大区别【11】。因此,钝度参数在二维颗粒图像处理中成为目前 颗粒球形度表征的最佳参数【9】,并且已经成功地应用于 3D 打印金属粉的表征【13】。

图 8 某国产 3D 打印金属粉的钝度分布图及对应的颗粒形状。右上角为原始成像图片之一。
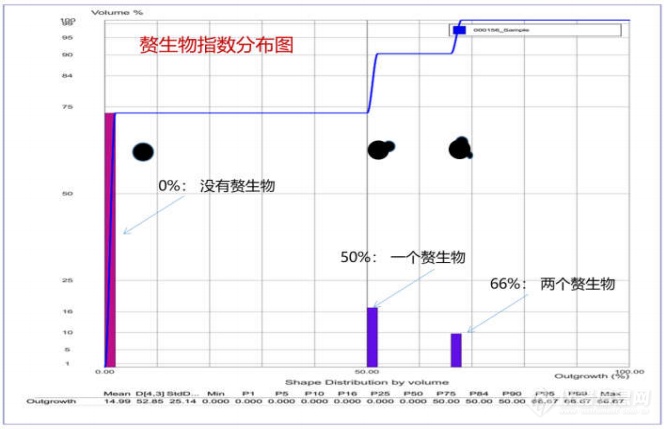
图 9 广西产钨粉赘生物指数分布图表示方法:0:没有; 50%: 有一个;66%:有两个;75%:有三个
3D 打印金属粉末分为单质金属粉末和合金粉末。单质金属粉末的制备有还原法和电解法。合金的粉末 制备主要是雾化法。雾化法得到的球形颗粒的主要缺陷是容易卫星化,即颗粒与颗粒的粘连,大颗粒与小 颗粒粘连以及颗粒表面存在未成形的不规则浆料残渣。欧奇奥赘生物指数(Outgrowth)就是定量评价球形 粉末卫星化程度的格外的简单和实用的方法,能清楚地给出球形颗粒和卫星化颗粒(有赘生物)比例及其严重程度(即赘生物比例或数量,图 9)。

图 10 3D 打印合金粉过滤掉卫星粉前后的粒度分布变化图和圆形度变化分布图
图左:过滤前后的等效面积直径分布图;图右:过滤前后的圆形度分布图及过滤后保留的颗粒形状。红色:滤前;蓝色:滤后
3D 打印合金粉的粒度分布是进行质量控制和评价的重要参数,优质的打印粉应该细粉和粗粉以一定配 比混合,但是因其原理限制,激光衍射法粒度分析仪不能正确给出两个粒群的分布。欧奇奥 500nano 系列 代表图像法粒度粒形分析的顶配水平,全自动变焦,无需镜头拼接, 给出最真实的分析结果,干法分析范 围覆盖 0.2μm - 3000μm,使我们对 0.2 至 4 微米的 3D 打印合金细粉有了全新认识。
球形度是颗粒的重要特性,但它不是一个参数,而是至少应该包括宏观、介观和微观描述的一组参数。 微观粒形参数包含了宏观和介观参数的信息,能正确反映颗粒轮廓形状的光滑或粗糙程度。钝度是颗粒球 形度表征的高阶粒形参数,它包含了类球度和圆润度两个参数的特征,钝度高表明颗粒既圆又光滑;赘生 物指数则可以反映球体颗粒的卫星化程度,定量给出分散的球体和粘连球体的各自比例,以及粘连球体附 着微粒的数量及所占比例,可直接用于 3D 打印粉的工艺评估和质量控制。因此,钝度及赘生物指数是 3D 打印合金粉颗粒形貌评价中不可或缺的微观形状定量参数。其它粒形参数如椭圆度,也可以和粉体的流动 性和堆积密度建立起函数关系
![]()
![]()
回放视频上线!“第一届小动物活体成像技术与前沿应用”主题网络研讨会(iSAI2024)圆满召开
重磅来袭!山东普创PBSC-RP30接骨螺钉性能测试仪用户突破50家!!!
1335万!南京农业大学江苏省农业微生物资源保护与种质创新利用中心和中国水产科学研究院淡水渔业研究中心仪器设施采购项目
1513万!福建省农业生物种质资源库项目种质资源相关仪器部分(兽用B超等仪器)